COPYRIGHT©广州慧正云科技有限公司 www.hzeyun.com 粤ICP备18136962号 增值电信业务经营许可证:粤B2-20201000
来源:专家库 作者: 叶丹 2023-07-13 10:48


电镀行业面临着日益苛刻的行业要求和环保要求。零件上几微米的镀层厚度,必须经受住最具挑战性的条件,如摩擦和大气腐蚀,在这种情况下,寻找更好的方法和质量管理工具成为关键,引进虚拟仿真技术是最好的答案。
数字化解决方案
作为应对复杂和新挑战的答案
无论是材料还是几何形状,电镀都表现出相当复杂的行为。例如,一个重要的未知量是电镀时间。没有一个神奇的公式可以直接告诉我们零件几何特征、电镀时间和最终厚度之间的关系。通常,当处理新材料时,一种典型的方法是依靠对电镀线上的大量试验和错误测试,最终达到最佳的工艺条件,成本巨大且效果有限。
利用电镀虚拟仿真解决方案可以引导我们在过程参数定义方面取得更好的结果,在试验上节省时间,同时也减少零件的返工。
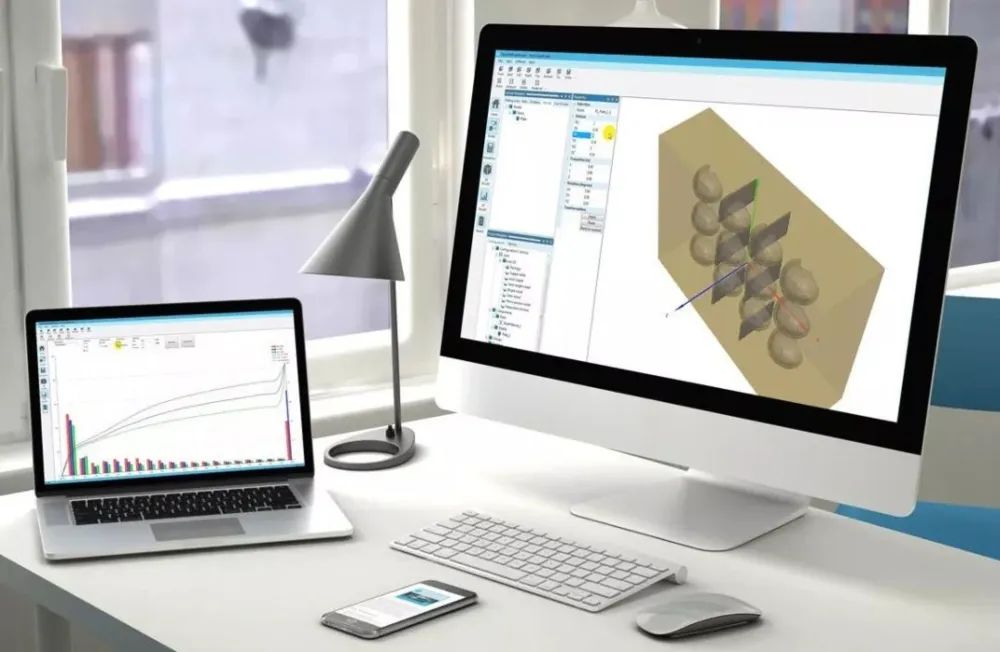
图1:福特和它的配套厂使用CAE分析设计阶段电镀质量
通过使用电镀虚拟仿真技术,电镀车间可以快速评估电镀时间以及在零件的任何位置的最终镀层厚度。此外,数字模型还提供了测试多种镀层配置的能力。没有一种万能的解决方案可以应对所有复杂的航空工程挑战,因此灵活地适应过程至关重要。
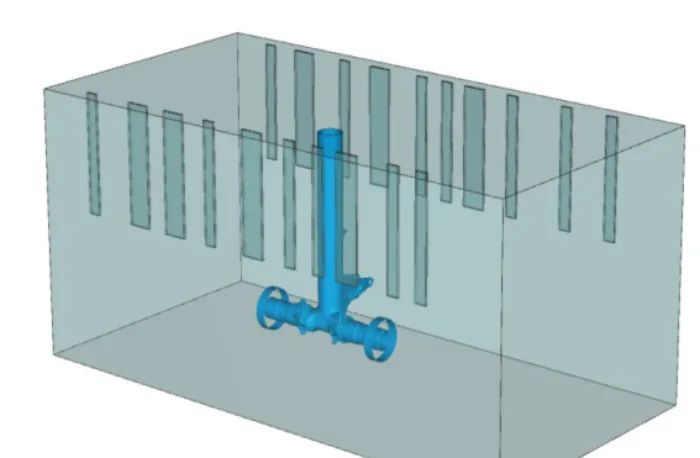
图2:数字电镀槽的图示
为了达到镀层目标,可以虚拟验证电镀零件在槽中的排列顺序,或者尝试添加阳极、橡胶或遮蔽工装。所有这些参数分析可以用电镀仿真软件在几分钟内轻松完成。与持续数小时并有氢脆风险的现场试验相比,操作员能够迅速判断可行性。
虚拟软件可以配套电镀槽液特性的数据库,建立电镀的数字孪生模型。这包括使用电镀线设置的虚拟槽体,和电解质特性,阳极形状,电路和挂具。还包括镀件的几何形状。在模拟结束时,能够访问不同部件上的金属层厚度分布等信息,并将软件提供的厚度值与实际电镀的部件上测量的厚度值进行比较。通过比较,优秀的软件目前能够达到85%以上的准确度。
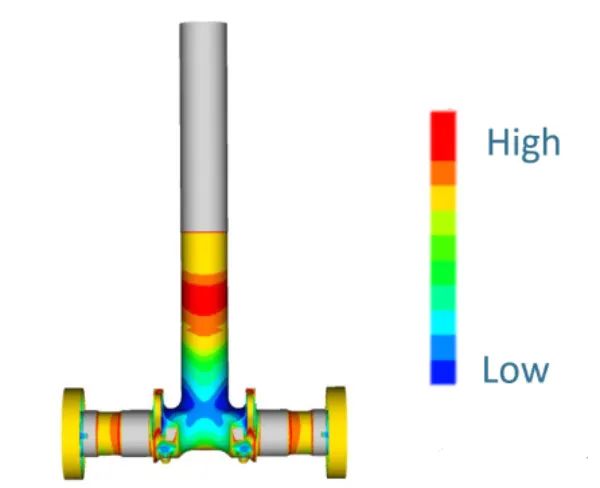
图3:预测镀层厚度分布
对产品质量的直接影响
除了能够精准预测镀层厚度分布,确保达到目标厚度之外,还需要强调的是,如果能够一次性获得目标镀层,也可以避免另一个关键因素,即氢脆的风险。航空航天行业电镀零件,存在严格的有关剥离周期的限制。如果镀层不合格,每次对零件进行重新加工都会增加氢脆的风险。这最终会增加零件失效的风险。
使用电镀仿真技术,可以实现一次性电镀,不仅可以保证镀层符合规范,而且可以减少多次电镀引起的间接应力,改善了整个制造周期的质量。更不用说任何重新加工都需要额外的长时烘烤所造成的成本和周期的浪费。
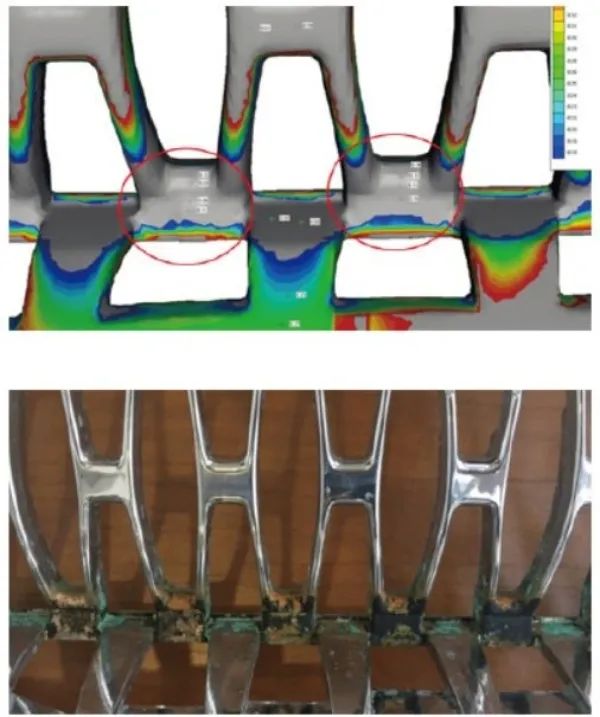
图4:仿真的低镀层区域而也是发生腐蚀的重灾区
电镀仿真在电镀领域的应用案例
某起落架公司采用的工业镀硬铬是一个相当复杂、漫长和劳动密集的过程:通常,镀铬槽的阴极电流效率较低,导致沉积速度有限,在任何尺寸的零件上沉积厚度为25μm的镀层大约需要一个小时。在大多数情况下,硬铬电镀工艺要求使用辅助工装,这使得工艺对操作员的依赖性很强,因此极易出错。通过开发专用的仿真技术来实现独立开发以及流程的简化是他们所希望看到的。此外,在挂具及工装设计过程中依靠电镀模拟方法,可以减少传统“经验设计-现场试制-纠错”的开发模式带来的工装设计迭代次数。
根据实际电镀线设置的虚拟实体模型进行模拟,包括待加工零件的三维模型、槽配置、工艺参数和所用的电镀溶液。模拟技术使用基于有限元分析的技术来解决电流密度的分布,并根据法拉第定律计算金属层厚度。关于金属层厚度分布和质量结果的详细信息(表面积不足和过镀),可用于机架上的每个零件和考虑的每个电镀步骤。与现场测量结果相比,模拟结果的高精度是通过对所用电镀溶液的预先电化学表征实现的,这为工艺性能提供了无与伦比的洞察力。此外,还定义了最佳的工艺参数操作窗口,在保证表面质量的同时,避免了铬烧伤等表面缺陷。
仿真平台是用于评估电镀几何复杂零件(如涡轮叶片、液压驱动部件、喷嘴和导向阀)的专用工具。在起落架仿真的项目中,仿真软件用于优化起落架轴零件的镀硬铬工艺,其中必须采用复杂的工装设计。此外,实际的电镀槽配置允许主槽阳极(数量、位置和长度)的多功能布置,增加了整个工艺配置的复杂性。为了在电镀槽的虚拟实体模型中反映这种多功能性,虚拟平台,可以自动调整槽模型,使其朝向真实槽的实际(可调)阳极配置,而无需对内部的模型进行手动更改。
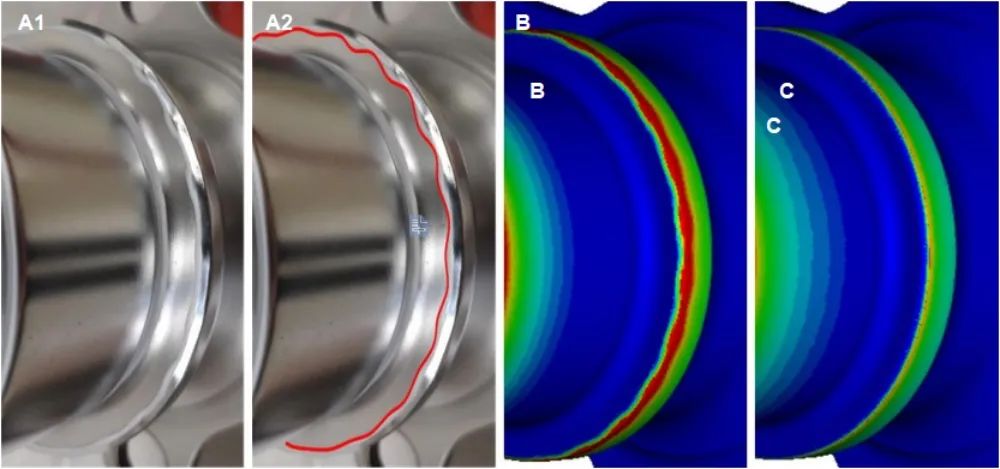
硬镀铬模拟项目中,通过对现场工装结构进行多次现场试验和误差反复修改,首次对根据经验开发的仿真概念进行了试运行。初始仿真模型考虑了最后评估的工装设计,其中现场性能导致在轴部件的临界直径上出现“波浪状”铬沉积(图5:A1和A2)。将模拟模型设置为相同的工艺和工装配置,获得的模拟结果表明类似的观察结果:可以看到在零件临界直径周围形成“波浪状”的铬沉积(图1:B)。需要说明的是,Cr层的厚度分布是由颜色图表示的,其中不同的颜色代表不同的厚度值。
在本项目中,红色表示高厚度区域(厚度过大),而蓝色突出显示低厚度区域(厚度不足)。这种直观的评估方法直接指出了需要进一步解决的表面质量问题。为了解释和消除 “波浪状”铬层的形成,现场进行了几次工装调整方案。同时,利用仿真模拟技术来解决相同的质量问题,从结果来看,传统的“经验设计-现场试制-纠错”的开发模式可以解决“波浪状”铬沉积的问题,但是需要经过数轮的验证,浪费了大量的时间和物力。然而,通过仿真技术,只需要几个快速的计算就可以得出相同的结论:“波浪状”的铬沉积形成是由面向轴零件临界直径的工装部件中存在的某些开口造成的。一旦开口关闭,并且面向直径的模具部件呈实心形状,就可以实现均匀的铬沉积分布(图5:C)。
图5:在一个关键轴直径上的硬铬沉积
A1和A2——现场沉积——红线表示铬层的“波浪状”形成;
B——按照与A相同的工艺和工装设置进行模拟——不同颜色代表不同的Cr厚度,其中红色表示过镀,蓝色表示厚度较低;
C——根据改进的工艺和工装设置进行模拟。
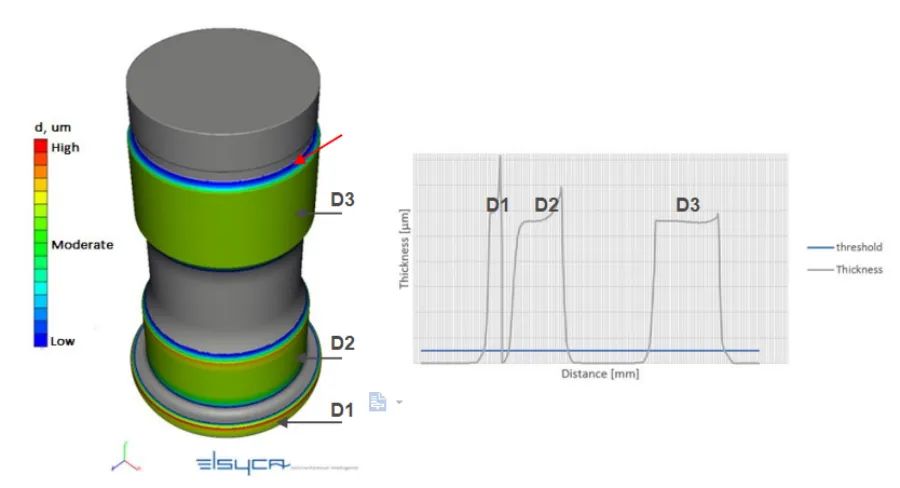
在第一次成功评估后,仿真计算模型随后被用于改进剩余的工装组件设计,然后分析影响铬沉积在轴零件其他临界直径上的分布。如图6所示,仿真结果显示铬层分布会发生以下变化:底部直径(D1)现有的沉积特征具有向上过冲的趋势,直径2(D2)的沉积均匀性有所改善,而直径3(D3)几乎没有观察到过冲。利用这一仿真结果,对现有工装设计方案进行优化,并将优化方案进行现场试制,同时将基于计算机建模开发的仿真计算结果与传统的“经验设计-现场试制-纠错”开发获得的结果进行比较。
图6:轴零件临界直径上的硬铬沉积
☑D1——直径1;
☑D2——直径2;
☑D3——直径3。
不同的颜色代表不同的铬层厚度,其中红色表示膜厚过高的区域,蓝色表示膜厚较低的区域。
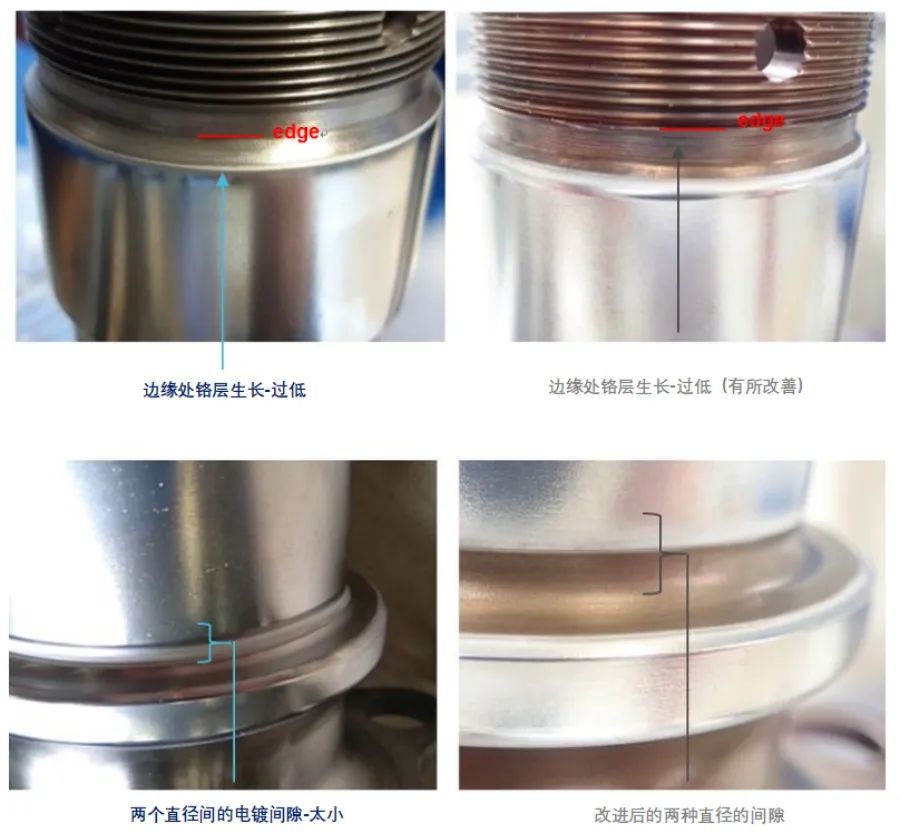
图7显示了直接在电镀零件上观察到的Cr层分布的一些差异:值得注意的是,在传统开发方法试制出的零件膜厚分布显示,沉积的Cr层较差(图7,左图)——铬层要么是过度沉积,从而减小了两种直径之间的电镀间隙,要么是电镀厚度不足,导致仍要电镀的表面区域缺乏沉积。根据预测建模方法开发的工装设计方案下的膜厚沉积结果显示(图7,右图),电镀间隙的尺寸得到了改进,并且朝边缘点生长的铬层具有更好的长度。尽管如此,由于边缘点尚未完全接近,仍应进行一些有关工装性能的小优化。
传统开发模式 仿真优化工艺下
图7:传统开发模式(左)和仿真开发(右)的零件性能比较
根据所进行的分析,可以显著改善工装设计过程:只需通过仿真软件进行多次迭代,就可以得出最合适的工装设计方案,这大大减少了现场试制及纠错的次数,并且解决和消除沉积铬层的质量问题(图案和覆盖不良)。另外,尽管后续有些小的工艺或工装变更可能是不可避免的,但在设置实际电镀工艺之前,依靠仿真技术可以为进一步的工艺和工装调整提供了一个更好的起点。此外,通过仿真分析技术,工装设计所需的时间以及相关的制造成本都减少了。
来源:涂料展及表面处理展
精品看市