COPYRIGHT©广州慧正云科技有限公司 www.hzeyun.com 粤ICP备18136962号 增值电信业务经营许可证:粤B2-20201000
来源:专家库 作者: 叶丹 2024-05-22 08:52


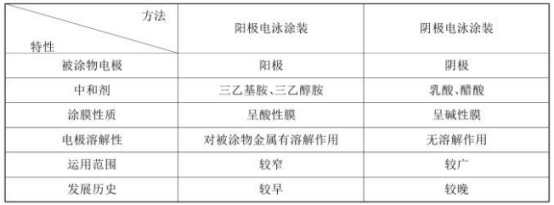
一、电泳涂装的方法
由于电泳涂装本身的性质不同,分为阳极电泳涂装和阴极电泳涂装两种。阳极电泳涂料的官能团中含有羟基,用有机胺或碱中和后,具有水溶性或水分散性,在水中离解为带有负电荷的粒子,在电泳涂装时以被涂物为阳极而沉积出来,称为阳极电泳涂装。阳极电泳涂装和阴极电泳涂装有很大的区别(见下表),使用涂料的种类、溶液的性能、电泳工艺及涂膜性等等各方面都显著不同。
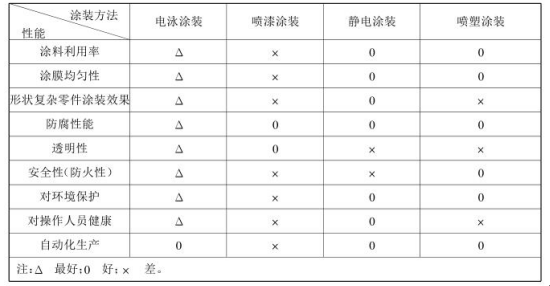
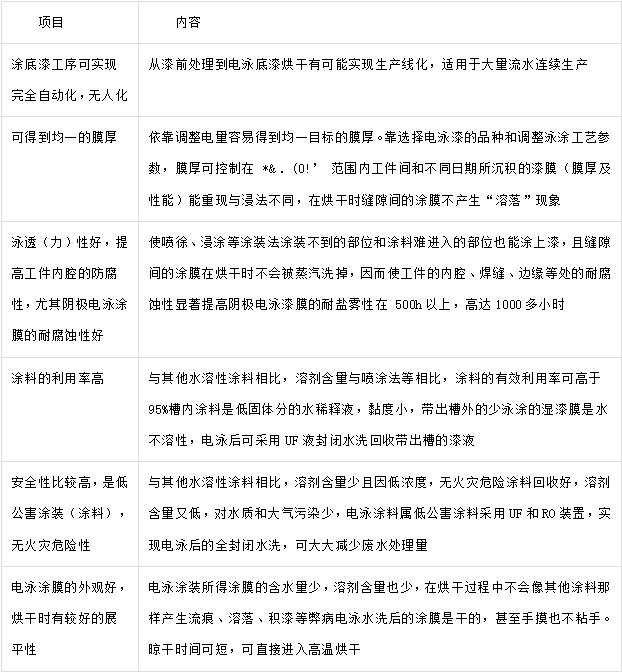
二、电泳涂装的特点
电泳涂装与静电喷涂、粉末喷涂相比,有着十分显著的特点(见下表):
(1)涂料的利用率很高,一般在95%以上,如采用超滤装置进行回收,利用率可高达98%以上;
(2)涂膜厚薄均匀,结合力强;
(3)涂膜硬度高,一般可达3H-4H(铅笔硬度计);
(4)泳透力好,在零件的内腔、焊缝能够均匀地涂上;
(5)防腐性能很好,如果膜厚(膜厚仪)超过25μm,中性盐雾试验可达500h以上,不会发生明显腐蚀;
(6)电泳涂膜外观好,不易垂流,不产生流挂(挂漆)现象。(7)由于采用的是水溶性涂料,不燃烧,安全性大大提高,对操作人员的健康危害小;
(8)减小了对环境的污染,对空气和水污染很小;
(9)可实现自动化生产,提高生产效率;
(10)可以和电镀结合起来,使金属表面获得各种彩色涂膜,具有较强的金属感,防腐和使用功能变得更加完善,推动了表面处理技术的发展。
三、电泳涂装局限性
1、仅适用于具有导电性的被涂物涂底漆。如木材、塑料、布等无导电性的物件不能采用这种涂装方法;
2、由多种金属组合成的被涂物,如电泳特性不一样,也不宜采用电泳涂装工艺;
3、不能耐高温(16-185℃)的被涂物,也不能采用电泳涂装工艺。近几年在国外已开发成功在120℃、150℃下烘干的电泳涂料;
4、对颜色有限定要求的涂装不宜采用电泳涂装,变化涂膜的颜色须分槽涂装;
5、对小批量生产场合也不宜建议采用电泳涂装,因槽液的更新速度太慢,槽液中的树脂老化和溶剂组成的变动大,而使槽液不稳定。
精品看市